You might see if you can use some drill stock to get an idea of the inside diameter taper in the tip section.
Eugene,
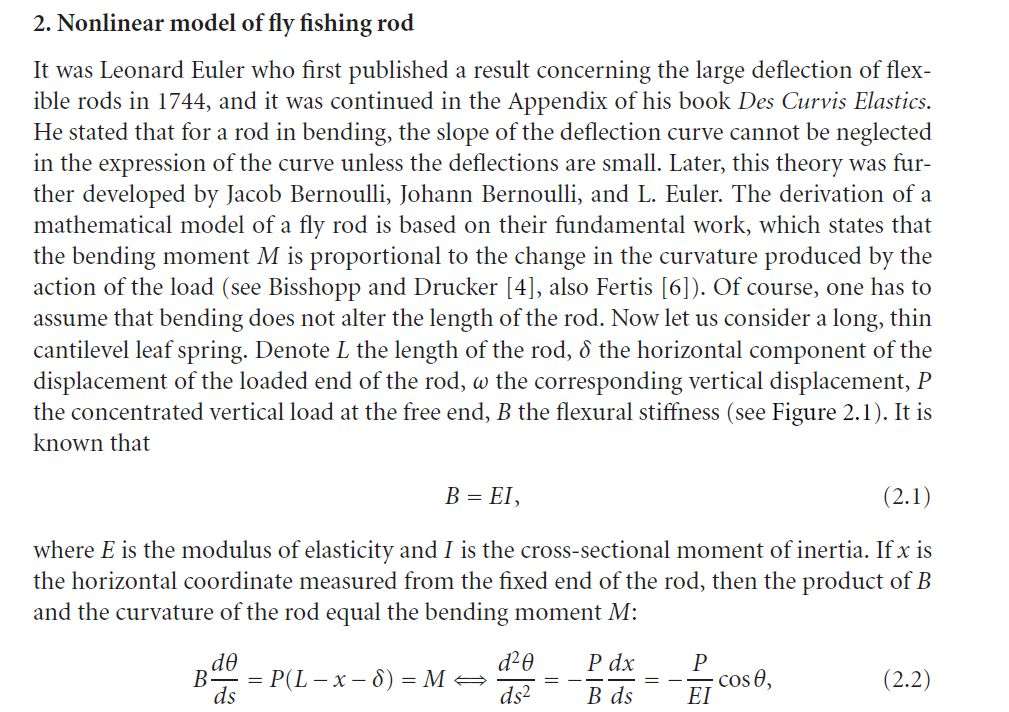
Here is a plot of the outside tapers I measured for a TCR 908-4 blank.
The data points for the outside diameters are plotted in blue and the corresponding linear fit to each section is shown in red. As you probably noticed blanks are not perfectly round, so these measurements would vary by +/- 2% or so depending how the blank was rotated at a given measurement point.
As shown in the cross-section photo Dr. Spolek took for his spine paper:
The cross-section of a blank is a pretty "wobbly" circle.
I measured the inside diameter at the ends of each section by inserting different diameter drills into the ends of each section, and assumed the inside taper varied linearly between those two extremes to produce the estimated inner diameter that is shown in green.
It appears that (aside from a reduction in the outside diameter of the butt section near the first ferrule) each section has a nominally linear taper with nearly constant wall thicknesses that are proportionally thinner as you go from the butt to the tip. As noted in the plot the normalized taper varies as .238, .358, .436, and .645 going from the butt to the tip. The inner and outer slopes of each section are reasonably close to each other. Therefore each section has a nominally constant wall thickness as shown in the plot.
I expect that the linear taper is a result of the way the rods are made by wrapping the graphite sheets around a linearly tapered mandrel, but I thought that by now the tapers would be more complicated than they appear to be.
The variation you see in bamroo rod tapers is much more diverse than just varying the outside diameter in a linear fashion along the blank.
Gordy
"Flyfishing: 200 years of tradition unencumbered by progress." Ralph Cutter
Gordon,
I too am amazed in this digital CNC age how many rod makers are using length formulas for linear tapers. One notable exception is St Croix with their IPC. If implemented correctly there will be no linearity. One smooth continuous change from butt to tip with taper adjustment for ferrules.
I would think it an advantage to lighten the blank while providing controlled stiffness without stress risers. This also would open the window for blanks with specific tapers for specific fishing and casting techniques.
Very similar to the cam curves I sent earlier. View the blank diameter as the velocity profile and the acceleration curve as blank action.
If you or someone else has one of these rods it would be interesting to see how they vary the outside and inside tapers along the length of the blank and how much wall thickness variation they have at the ferrules.
Their technology page sounds like they are doing something unique in regards to their mandrel and carbon flag tapers.
Gordy
"Flyfishing: 200 years of tradition unencumbered by progress." Ralph Cutter
Gordon,
I've built quite a few. Feel like a lighter weight rod , but when lined correctly they just keep performing. They feel deceptively under-lined on short carries. I run out of arm prior to running out of rod.
I've got two here as blanks.
A 6' 4 weight 2-piece and and 8'6" 5 weight 4-piece
Maybe this weekend I can do some more measuring.
Grandson's soccer is over and winter trout season hasn't started
If possible, have a look up the rod tube. I read that St Croix has used an internal web using foam that is similar to Andy Manchester's infused flex enhancement process.
Eugene,
That would be very worthwhile to see how smooth their area moment variations are along the blank and at the ferrules.
In that regard it would be useful if you could take the data (mass and center of mass measurements) Grunde describes here for each section.
You can get a good piecewise linear approximation to the linear mass density with that data. Based on the linear mass density you can get a reasonable estimate of the inner diameter along the blank from the outer diameter data. If you use drills to measure those inner diameters at the ends of each section that will provide a good check for determining the nominal volume mass density of the composite as well.
Thanks,
Gordy
"Flyfishing: 200 years of tradition unencumbered by progress." Ralph Cutter
Gordon,
If the tapers are plotted as stiffness you will see a completely different animal.
For example raise each measured outside dia to the 2.65 power then graph the resulting data. This will show a power curve with knees for the transitions.
Even though the tapers are approximately linear their power output will be a curve of diminishing strength.
For example raise each measured outside dia to the 2.65 power then graph the resulting data. This will show a power curve with knees for the transitions.
Eugene,
Why raise the inside and outside diameters to the 2.65 power when the area moment (or bending moment) for a thick walled tube is:
I=pi/4*(r_outside.^4 - r_inside.^4)?
The inside radius is just as important as the outside radius in determining the area moment variations along the blank, and it varies as the radius raised to the fourth power, not the 2.65 power.
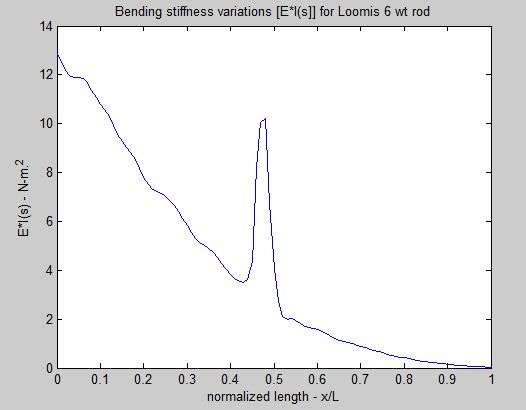
As you know the change in the bending angle (dphi/ds) given by the simple (or not so simple) Euler beam depends on the E*I(s) variations along the blank as described by DER-CHEN CHANG, GANGWANG, AND NORMAN M. WERELEY in their paper, "MATHEMATICAL ANALYSIS OF FLY FISHING ROD
STATIC AND DYNAMIC RESPONSE"
Here is what that B(s) function looks like for the Loomis 6wt rod that Dr. Spolek measured.
You can see the ferrules greatly increase the B stiffening factor, but since it is only over a small section of the rod it has very little effect on the deflections you get from integrating the dphi/ds function.
If you are interested in more details there is an example of the typical dphi/ds curve you get for a bent fly rod here.
Gordy
"Flyfishing: 200 years of tradition unencumbered by progress." Ralph Cutter
Gordy,
You are correct.
The thickness variation in all the rods I've measured are so close to the same the ID doesn't need to be included.
If you wish to include to be technically correct so be it.
The ^2.65 works fine within the limits I have to measure ID's
The manufacturers may add additional material at discreet locations but without a very thorough analysis of the entire blank this could be easily overlooked.
The thickness variation in all the rods I've measured are so close to the same the ID doesn't need to be included.
Eugene,
Do you mean the wall thickness in a particular section is nearly the same or the thickness for all sections are nearly the same?
You can see for the TCR rod the first condition roughly holds, but not the second.
How are you measuring the inside radius on rods? I would like to have that information for the data you sent on the St. Croix rod. As noted above, the variations in the inside diameter have a big effect on the B stiffness factor so that inner radius value is just as important as the outside diameter when it comes to computing the area moment.
The ^2.65 works fine within the limits I have to measure ID's
Since there is such a difference between raisng something to the 4th power vs the 2.65 power what do you mean by "fine?"
If you wish to include to be technically correct so be it.
The B at the butt of the Loomis rod using the "technically" correct equation for the area moment was 12.89.
If I use I=pi/4*r_outside^2.65 I get a B value of 246.9. If you were building bridges thinking something had a stiffness that was 20 times larger than the "technically correct" value might lead to problems don't you think?
Gordy
"Flyfishing: 200 years of tradition unencumbered by progress." Ralph Cutter
Gordon,
I don't have instruments to effectively measure ID's of blanks.
If I did I don't think I would bother.
The most efficient place to add material is on the outside of the beam. The neutral axis of the wall is roughly 30% of the wall from the outside dia. Material added to the inside dia adds strength at a cost of weight and additional construction material without a proportional increase in stiffness. The same material added outside would deliver more weight with a substanial increase in stiffness. The negative is the need for new mandrels for the rolling operation.
The craft of building rods is very competitive. The manufacturer who gets the most efficiency from his cost in raw material is more profitable. The goal has always been to create better product with reduced material cost. The old adage of just "throwing more steel at it works" but the competitor that gets better results with less materials ultimately will win.
My factor of OD^2.65 is fast and accurate enough for my needs.
You've gotten what I wish as a "volunteer" to contribute.